Wirksame Maßnahmen zur Lösung der Aluminiumbeschichtungsübertragung
So lösen Sie das Problem der Übertragung der Aluminiumbeschichtung richtig: Sorgen Sie für eine ausreichende Haftung zwischen der Aluminiumbeschichtung und dem Substrat und reduzieren Sie die Spannung zwischen den einzelnen Laminierungsschichten.
Lösung | Betrieb |
Gewährleisten Sie eine optimale Haftung zwischen der Aluminiumbeschichtung und dem Untergrund. | Testen Sie die Haftung der Aluminiumbeschichtung: Verwenden Sie 3M-Klebeband und EAA-Heißsiegel für den Test vor der Verwendung |
Reduzieren Sie die Spannung zwischen den einzelnen Laminierungsschichten | |
Spannung richtig kontrollieren | |
Kleber richtig verwenden |
(1) Gewährleisten Sie eine optimale Haftung zwischen der Aluminiumbeschichtung und der Grundfolie
Die Wahl einer Aluminiumbeschichtung mit besserer Haftung ist eine wirksame Maßnahme zur Lösung des Problems der Aluminiumbeschichtung.
In der tatsächlichen Produktion wird die verbesserte metallisierte Folie ausgewählt, um das Problem der starken Übertragung der Aluminiumbeschichtung zu lösen. Bei der Herstellung einer verbesserten VMPET-Folie wird beispielsweise eine PET-Folie mit chemischer Beschichtung als Basisfolie verwendet, um die Haftung der Aluminiumbeschichtungsschicht zu verbessern. In diesem Fall sind die Kosten jedoch viel höher. Für die allgemeine Verpackung müssen wir daher zunächst prüfen, ob die Qualität der von uns gekauften metallisierten Folie geeignet und auf dem neuesten Stand ist.
(2) Um die Spannung zwischen den Laminatschichten zu reduzieren,Es wird empfohlen, die folgenden zwei Aspekte zu verbessern:
① ICHinnerer Stress durch dielaminiertSpannung
Kontrollieren Sie die laminierte Spannung: Vermeiden Sie die mechanische Belastung, die durch die ungleiche Spannung entsteht, die beim Laminieren auf zwei Substrate ausgeübt wird. Ob der laminierte Film"gewellt"ist eine direkte Methode, um festzustellen, ob die laminierte Spannung übereinstimmt. Das heißt, legen Sie die laminierte Probe ohne Aushärtung on der Tisch für den Querschnitt. Wenn sich die laminierte Folie in eine beliebige Richtung wellt, deutet dies darauf hin, dass die Spannung in dieser Richtung groß ist und es eine"mechanische Beanspruchung"in der Laminierung.
Achten Sie auf die Heißschrumpfrate der laminierten Folie selbst:
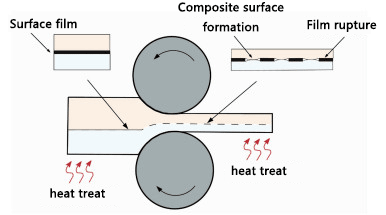
Im späteren Wärmebehandlungsprozess erzeugen unterschiedliche Basisfolien unter den entsprechenden Behandlungstemperaturbedingungen unterschiedliche Schrumpfraten, was zu thermischer Schrumpfspannung führt.
Es gibt zwei Möglichkeiten, die thermische Schrumpfrate einer laminierten Folie zu testen:
• Bedingungen für den Trockenhitzetest: Bringen Sie den Film in die Trockenhitze bei150 bis 200℃ und lagern Sie es 5 Minuten lang bei konstanter Temperatur. Testen und vergleichen Sie dann die Schrumpfungsänderungen vorher und nachher.
• Testbedingungen für heißes Wasser: Legen Sie den Film in heißes Wasser bei100℃ 5 Minuten einwirken lassen, dann herausnehmen. Testen und vergleichen Sie die Schrumpfungsänderungen vorher und nachher.
Daher kann durch die Reduzierung der Kräuselung (mechanische und thermische Belastung) der laminierten Folie nach dem Einbringen in die Maschine oder dem Aushärten die durch die Belastung zwischen den Folien verursachte Übertragung der Aluminiumbeschichtung wirksam verringert werden.
② Kleb- und Schälfestigkeit
Normalerweisekann verbessernaus den folgenden drei Aspekten:
A. Wählen Sie das Klebstoffmodell mit weichem Kolloid und hervorragender Leistung bis rReduziert die mechanische Belastung des AluminiumsBeschichtung Schicht;
B. Niedrigere Aushärtungstemperatur: Verbessert effektiv das Schrumpfungsverhältnis der Laminiermaterialien und verringert die Belastung der Aluminiumbeschichtung.
C. So verwenden Sie Klebstoff richtig:
• Wählen Sie Klebstoffe mit entsprechender Flexibilität und Dehnbarkeit.
• Nehmen Sie die entsprechenden zwei-Packung Kleber Verhältnis: wenn der Kleber vorbereitet ist,reduzieren dieMenge des Härtemittels entsprechend, so dass die Vernetzungsreaktion des Hauptmittels und des Härters reduziert wird sowie, Dies führt zu einer Reduzierung vondie Sprödigkeitund Stressimlaminiert Film.
• Stellen Sie die Gleichmäßigkeit der Beschichtung und die Klebstoffmenge sicher: Verwenden Sie nur die geringstmögliche Menge Klebstoff und verteilen Sie ihn gleichmäßig auf der Grundfolie. Vermeiden Sie die Entstehung von weißen Flecken und Blasen beim Einlegen in die Maschine, um die Spannung in der laminierten Folie zu verringern.
• Aluminiumbeschichtung & Klebeprozess: Insbesondere wenn kein Lösungsmittel vorhanden ist, verwenden Sie die geeignetes AluminiumBeschichtung und Klebeprozess, um die Gleichmäßigkeit der Leimbeschichtung zu verbessern und das Risiko weißer Flecken zu verringern.
• Aushärtungsprozess: Durch Aushärtung bei niedriger Temperatur kann der Einfluss übermäßiger innerer Spannungen verringert werden, die durch die Schrumpfung der Innenfolie bei hohen Temperaturen verursacht werden.